
給水・給湯配管工事の銅管ロウ付(石川県・富山県)Part2
2021/09/14

給水・給湯配管工事の銅管ロウ付のつづき
ロウ付け方法
それでは前回のPart1の続きなのですが、銅管のロウ付け方法です。
前回は銅管の被覆を剥くとこまでしましたね。後の行程は以下の通りです。
①ロウ付け部分をヤスリで磨く(酸化している部分を取り除く)
②ロウ付けする部分にフラックスを塗布する
③銅管継手に銅管パイプを差し込む
④差し込んだらフラックスを馴染ませるために、回転させる(パイプか継手の回転しやすい方を)
⑤ガスバーナー(ガストーチ)でロウ付けする部分を炙る(1ヵ所を集中して炙るのではなく、継手の外周を均等に炙るようにする)
⑥ガスバーナーの炎の色が、ウグイス色(薄い緑色)になったらロウ材を継手の隙間から流し込む(最初は炎の色の判断が難しいと思うので、ロウ材を流し込む部分(継手の隙間あたり)に当てておいてもいいです、母材(銅管)温度がロウ材の融点に達したら自然とロウが溶けて継手の隙間に勝手に流れ込んでいきます)
⑦ロウを流し込むときは、ロウを流し込んでいる反対側からガスバーナーの火を当てる、もしくは一旦銅管から火を外し、ロウ材のみを流し込む
⑦規定量のロウ材を流し込んだらガスバーナーの火を止めて、濡れ雑巾などでロウ付けした部分から少しだけ離れたところから銅管を冷やす
⑧最後にロウ付けした部分に濡れ雑巾をかけて、人が火傷しない程度まで冷やせば完了です
以上の工程を画像付きで、もう少し具体的に説明します。
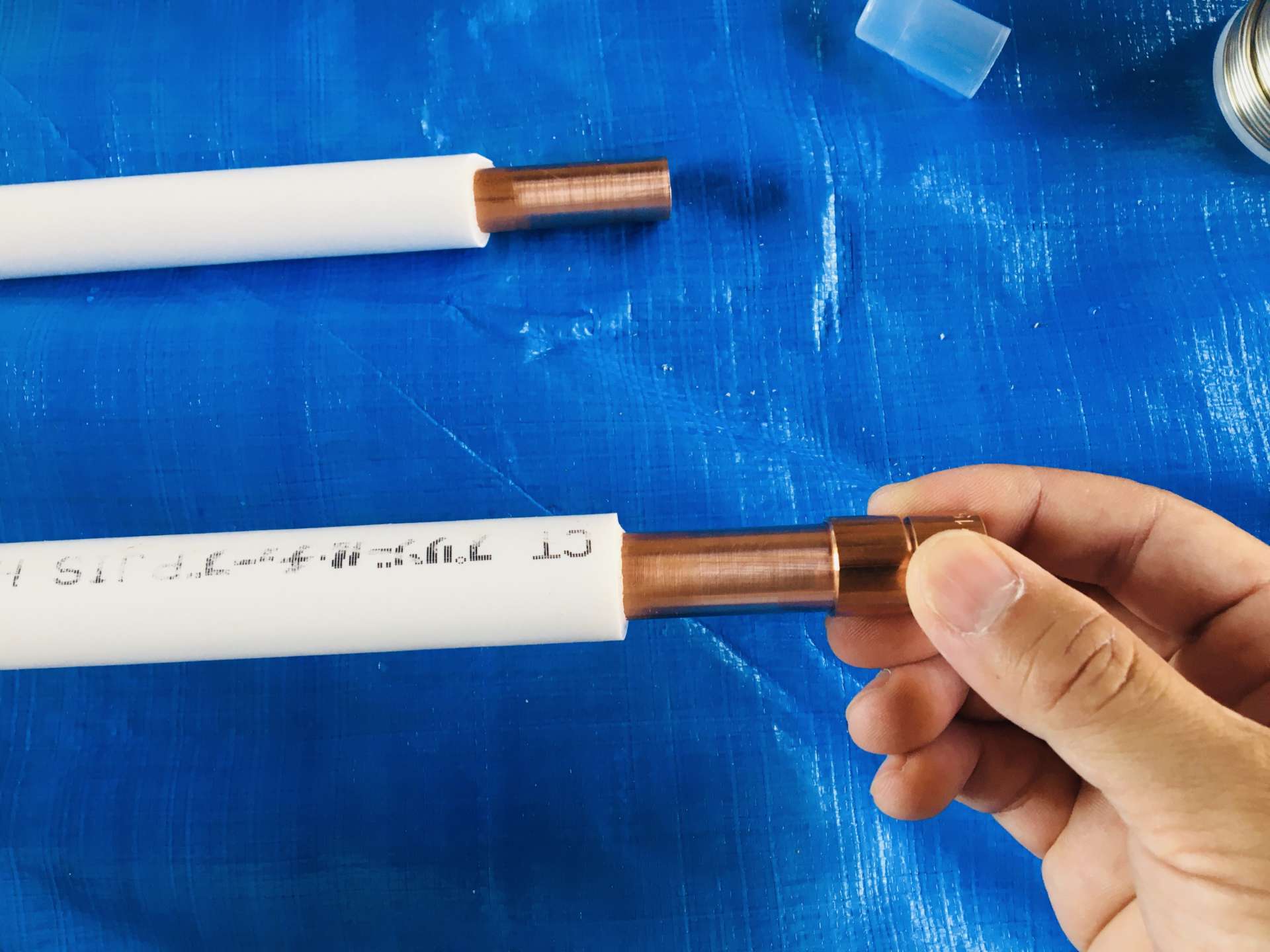
最初にヤスリで磨きます(左の画像)。
上の銅管はまだ磨いていません。下の銅管が磨いたものになります。実物はもっとはっきり分かるのですが、画像でも磨い方は表面が綺麗になっているのがわかりますよね。
どれも大切な工程ですが、この銅管を磨くの大切です。しっかり綺麗な色になるまで磨きましょう。
磨くのはパイプの外周と、継手の中も磨きます。

給水・給湯配管工事の銅管ロウ付
継手の内側もヤスリで綺麗に磨きます
今回は、ロウ付けした後のロウがまわっているのかを確認しやすいように、ソケットを使用します。
画像のソケットの内側もヤスリでしっかり磨きました。

給水・給湯配管工事の銅管ロウ付
ヤスリで磨いた部分にフラックスを塗る
このフラックスを塗るのは、パイプの外周だけで大丈夫です。継手の中を塗る必要はありません。継手の中まで塗ると塗りすぎになります。フラックスの付けすぎは良くありませんので、パイプの外周を軽く塗布したらそれで大丈夫です。
このフラックスの役目はロウ材を流し込んだ時に、ロウの付きをよくするためです。
ちなみに冷媒配管のロウ付けの場合は、りん銅ロウというロウ材を使うのですが、このりん銅ロウを使用する場合はフラックスは必要ありません。
フラックスを塗ったら、継手を差し込み回転させてフラックスを馴染ませます。状況により回転できない場合があるので、その時は回転させる必要はありません。できればした方がいいという程度です。
回転させたら、乾いた雑巾で余分なフラックスを拭き取ります。
絶対に拭き取らなければならないという訳ではないのですが、できればという程度です。
少し細かく丁寧に説明しています。
給水・給湯配管工事の銅管ロウ付
フラックスを塗り終わったら
フラックスを塗り終えたら、継手を差し込み、グルグル回転させてフラックスが均等になるように馴染ませます。
馴染ませたら、余分なフラックスを乾いたタオルで拭き取ります。
あまり神経質になることはありませんが、フラックスの塗りすぎには注意しましょう。

銅管のロウ付け方法
次にロウ材を準備します
フラックスが乾く前にロウ付けします。
次にロウ材ですが、銅管の太さ(サイズ)により、流し込むロウの量が違います。今回使用している銅管は、15.88(5/8)というサイズです。
このサイズの銅管の場合のロウの量は、目安ですが直径2.0mmのロウ材でれば約30mmほど流し込みます。ですので、画像のように30mmくらいでロウ材を折り曲げておきます。
それからガスバーナーで炙って、継手の隙間に流し込みます。

銅管のロウ付け方法
ガスバーナー(ガストーチ)で炙ります
次にガスバーナーで炙ります。
ロウ付けする部分を炙るのですが、炙る部分を細かく言うと、継手とパイプの隙間のロウの入る部分がありますよね。
そこからロウ材が溶けて入るので、そこから奥にあたる部分を炙るように意識して炙ります。つまり継手の先端の方ではなくて、奥ですね。奥を炙るように意識します。ロウは融点に近いとこへ流れ込んでいくからです。
そして、奥を意識しながら外周が均等に熱くなるように炙ります。
注意して欲しいのは、融点に達しなければ当然ロウは溶けませんが、融点を通り越して温度が高くなりすぎてもロウは入りません。
融点よりはるか上に温度が上がりすぎると、ロウは溶けますが逆に温度の上がり過ぎた部分がロウをはじいてしまい、隙間にロウは流れ込みません。
もし、温度が上がり過ぎてしまった場合は一度銅管を冷ましてからもう一度やり直します。
話を戻します。
ロウ材を入れるタイミングですガスバーナーで炙っていると、炎の色が「青色」から「薄い緑色」に変わります。
その「薄い緑色」に変わった時が母材(銅管)融点に達したサインですので、そこでロウをパイプと継手の隙間に流し込みます。もしまだロウが溶けなければ、そのまましばらくロウをあてておくすぐに溶けますので、もう少しだけガスの炎をあてておいてください。
最初は炎の色の変化が判断しづらいと思います。また慣れてきても、太陽光などの光が当たる場所では、色の変化が分かりづらいです。
その場合は、ガスバーナーで母材の外周をある程度均等に炙りはじめて、割とすぐにロウ材を母材(銅管)にあてておきます。
当然最初はあてても溶けませんが、しばらく炙っていると溶けます。こういう感じの方法でも大丈夫です。

銅管のロウ付け方法
ロウ付けするロウ材の量
ロウ付けするロウ材の量にも適正量があります。
私の場合はこれぐらいの量を流し込んでいるという、あくまで目安になりますがロウの量を書いておきます。
ロウ材の直径がΦ2.0mmの場合です。
2分(1/4)=6mmほど(ロウ長さ)
3分(3/8)=8mm 〃
4分(1/2)=16mm 〃
5分(5/8)=30mm 〃
6分(3/4)=38mm 〃
7分(7/8)=45mm 〃
1インチ(8/8)=51mm 〃
ちなみに給水給湯で使用する「建築用」銅管サイズの呼径と、冷媒配管で使用する「冷媒用」銅管サイズの呼径が違います。
上記で書いたのは、冷媒配管で使用する銅管サイズの呼径です。
給水給湯で使用する銅管の呼径は、代表的なサイズとして
冷媒用5分(5/8)15.88mmと同サイズの建築用(水道用)が4分(1/2)15.88mm
冷媒用7分(7/8)22.23mmと同サイズの建築用(水道用)が6分(3/4)22.23mm
となります。
建設業に従事されている方でも、この建築用と冷媒用の銅管サイズの違いをご存知ない方もたまにいらっしゃいます。
例えば冷媒用のサイズしか知らない人に、「建築用の4分(15.88mm)の銅管を注文お願いします」と言うと、冷媒用しか知らない人は、
4分(1/2)6.35mmを注文するのです。これは実際にあることです。
あと以前にも書きましたが、冷媒配管の場合のろう付けは、「りん銅ロウ」というロウ材を使うのですが、「りん銅ロウ」は直径Φ1.6mmか2.4mmになりますので、ロウの量が少し変わってきます。ちなみに私は「BCuP-3」の「りん銅ロウ」を使用しています。
また「りん銅ロウ」は融点も700°〜850°と高いので、給水給湯で使用するガスバーナーでは火力が全然足りずロウ付けできません。
銀ロウ(ハンダ)は、200°〜300°くらいです。

銅管のロウ付け方法
ロウ付けが終わりました
ソケットの内側を覗いてみると、ロウ材がまわっているのが分かると思います。シルバーのロウ(ハンダ)が見えると思います。
これでOKです。
入れるロウ(ハンダ)が多すぎると、この継手の中に溜まってしまいます。あと外側にもはみ出て「ダマ」になったりもします。

銅管のロウ付け方法
終わったら濡れたタオルでロウ付けした部分を冷まします
ロウ付けが終わったら、濡れたタオルでガスバーナーで炙った部分を冷やします。また細かく言うようですが、急激に冷ますのではなくゆっくり冷ましましょう。

銅管のロウ付け方法
これで完了です
これでロウ付けの完了ですが、もし分からなければご連絡いただければ、もう少し詳しく伝えられますのでお問い合わせください。
動画であれば、もっと分かりやすいと思いますが、こちらの静止画を見るだけでも十分できると思いますので、興味のある方は挑戦してみてください。
以上、給水給湯の銅管ロウ付け(ハンダ付け)方法の紹介でした。
正確なことを言えば、給水給湯の場合は「ロウ付け」ではなく、「ハンダ付け」の方の言い方が正しいかもしれません。
融点が200°〜300°であれば「ハンダ」、融点が700°〜であれば「ロウ」のようです。


